Overview
The timing belt conveyor continues to grow Vention’s material handling portfolio, offering highly customizable possibilities with this simple, yet robust exposed timing belt actuator. Its design uses our 45 x 90mm extrusion ecosystem and is therefore offered in multiple lengths and drive configurations tailored to your needs. Continue reading this document to learn more about this new ecosystem of actuators as well as how to calculate the forces required to convey your goods and thus how to pair those requirements to the corresponding powertrain combinations.
This document covers requirements for current version of MachineMotion controller. For previous versions, refer to link below:
Composition
The timing belt conveyor is composed of the following parts:

At the core of this actuator is our 45x90mm V2 extrusion. This easily allows us to offer the actuator in multiple sizes and ensure modularity with the rest of the ecosystem.
Compatible with our NEMA 34 stepper motors.
The bearing end plate supports the pulley, shaft, and bearing assemblies. It includes NEMA 34 flange holes for mounting our 5:1 gearbox (MO-PT-001-0001) and 5:1 and 1:1 right-angle gearboxes (MO-PT-001-0003 and MO-PT-001-0006).
The extrusion end caps serve as a precise locating feature for the bearing end plates but also serve to smooth out the transition from pulley to extrusion, reducing wear on the belt.
The tensioner allows for easy re-tensioning of the belt or removal for replacement.
The timing belt pulleys have full 180-degree belt engagement to ensure belt slip will not occur.
The 32 mm-wide AT5 V-groove belt provides high-output force capacity, allowing the timing belt actuator to be used for light or heavy loads while maintaining good positioning accuracy. The v-groove feature in the belt keeps it aligned in the middle of the pulley even when subjected to side loads that can be present in turns.
The pulley shaft cover protects the user from rotating shaft hazards.
Applications
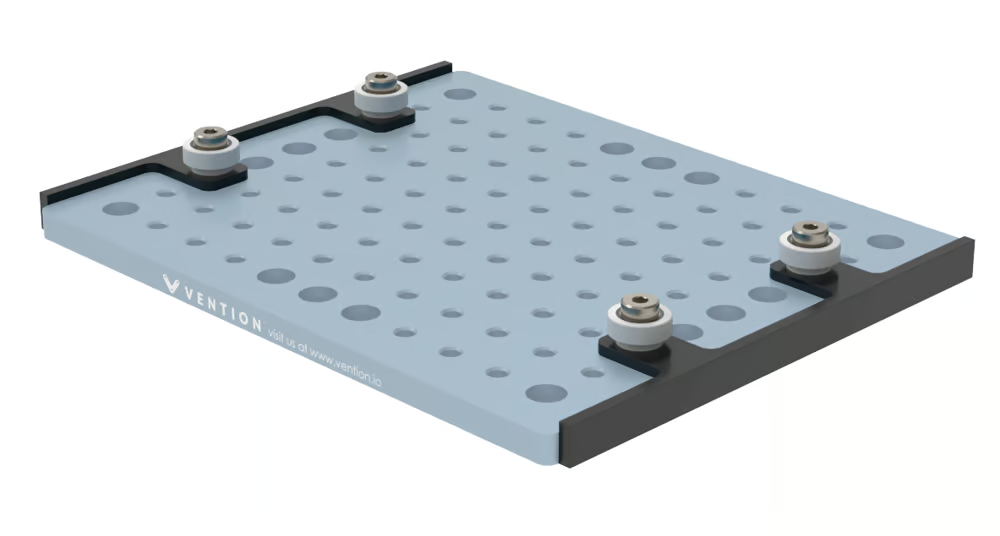
The timing belt conveyor’s simple and robust design can accommodate a variety of material handling duties. One very popular use case for this new conveyor is metal pallet or tray handling. This type of operation is commonly seen on assembly or packaging lines (automotive, medical, consumer electronics, etc.). In the case of an assembly line, a subassembly or an assembly will sit on top of a metal pallet/tray, which will slowly make its way along the assembly line, periodically pausing at different stations to have components added to it. To this end, users can combine the driving power of the timing belt conveyor, the pallet guiding accessories and the tooling plates, ST-SP-002-0003/0004 to act as pallets. See the accessories section of this document.
.png)
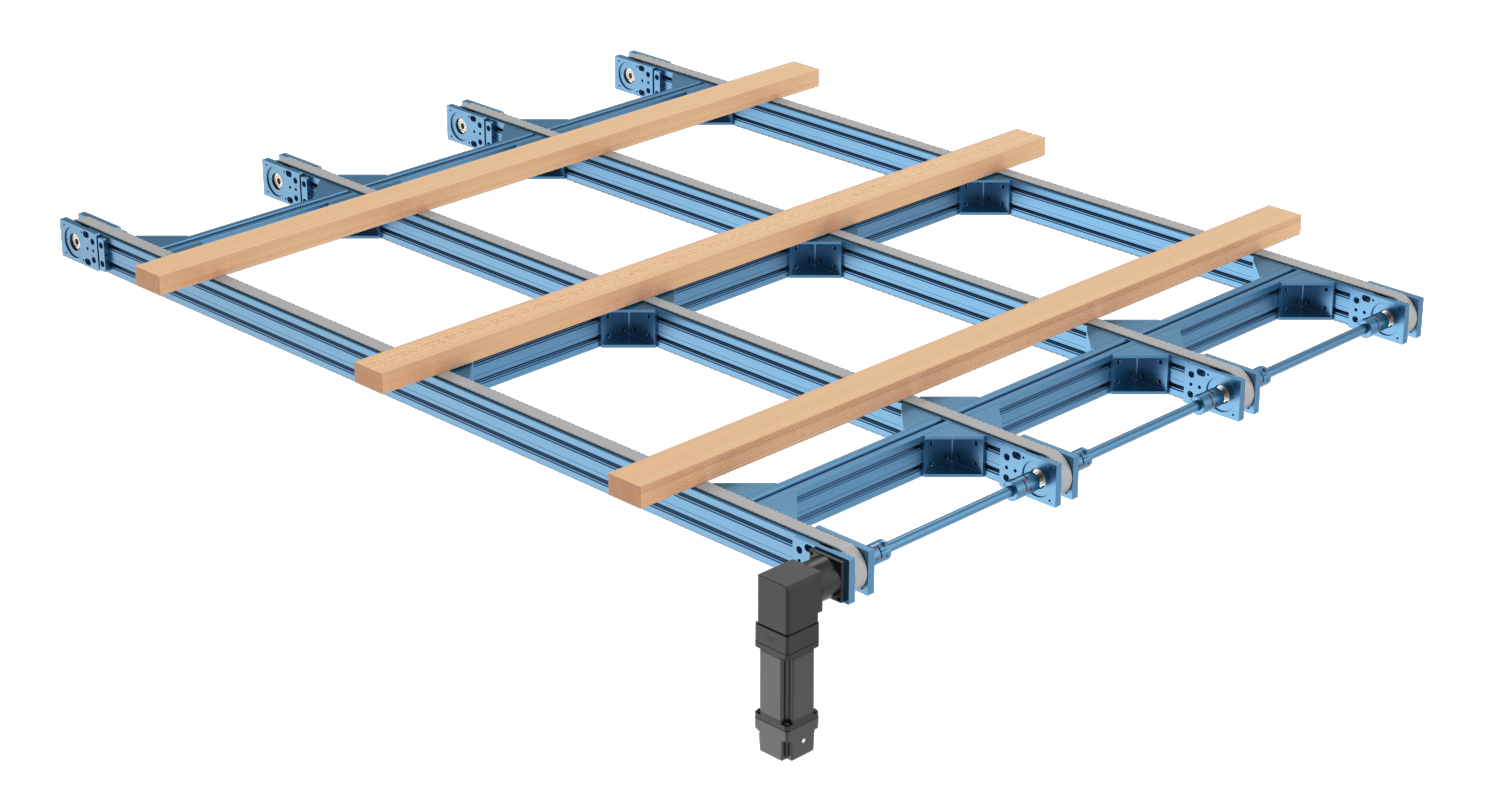
Another popular use case for this type of conveyor is handling long or large items such as dimensional lumber, sheets, panels, and plates of various materials. In these cases, these loads would be normally spread across a few timing belt conveyors, either independently powered, or linked via driveshaft.
Explore our public open-source designs to get ideas on how you could use the timing belt conveyor.
Technical Specifications
Specification | Value |
|---|---|
Rated Payload (kg)* | 75 |
Displacement Ratio (mm/turn) | 300 without gearbox, 60 with 5:1 gearbox |
Force per unit of input torque (N / Nm) | 20.9 without gearbox, 104.5 with 5:1 gearbox |
Maximum input torque (Nm) | 109.8 without gearbox, 22.0 with 5:1 gearbox |
Max Speed (mm/s) | 2000 |
Repeatability (mm)** | +- 1 |
Belt Material | Polyurethane with tooth-side PAZ and top-side PAR friction reduction coating |
*Rated payload is calculated over a pair of actuators.
**Measured over the actuator’s length, transitions are not considered, must be tensioned appropriately. With 90 degree gearbox.
Available Sizes
The table below provides the weight for each size of timing belt conveyor. For the total length, add 223.5 mm to the extrusion lengths below.
Part Number | Extrusion Length (mm) | Weight (kg) |
|---|---|---|
MO-CV-013-0315__2 | 315 | 4.5 |
MO-CV-013-0585__2 | 585 | 5.5 |
MO-CV-013-0855__2 | 855 | 6.4 |
MO-CV-013-1530__2 | 1530 | 8.9 |
MO-CV-013-2295__2 | 2295 | 11.5 |
Calculating Driving Force
To calculate the required linear force to drive your payload a few things must be considered. Main considerations are the desired acceleration of the belt when starting, if the belt is on an incline or not, and what the friction generated by the payload is. The sum of these forces will give the required linear force of the belt conveyor.
Parameter | Value/Unit | Description |
|---|---|---|
Required linear force to drive the payload | ||
Mass of payload | ||
Desired acceleration of payload | ||
Inclination angle from horizontal plane | ||
Gravitational acceleration | ||
0.45 | Frictional coefficient | |
- | Number of unpowered segments attached to a powered segment |
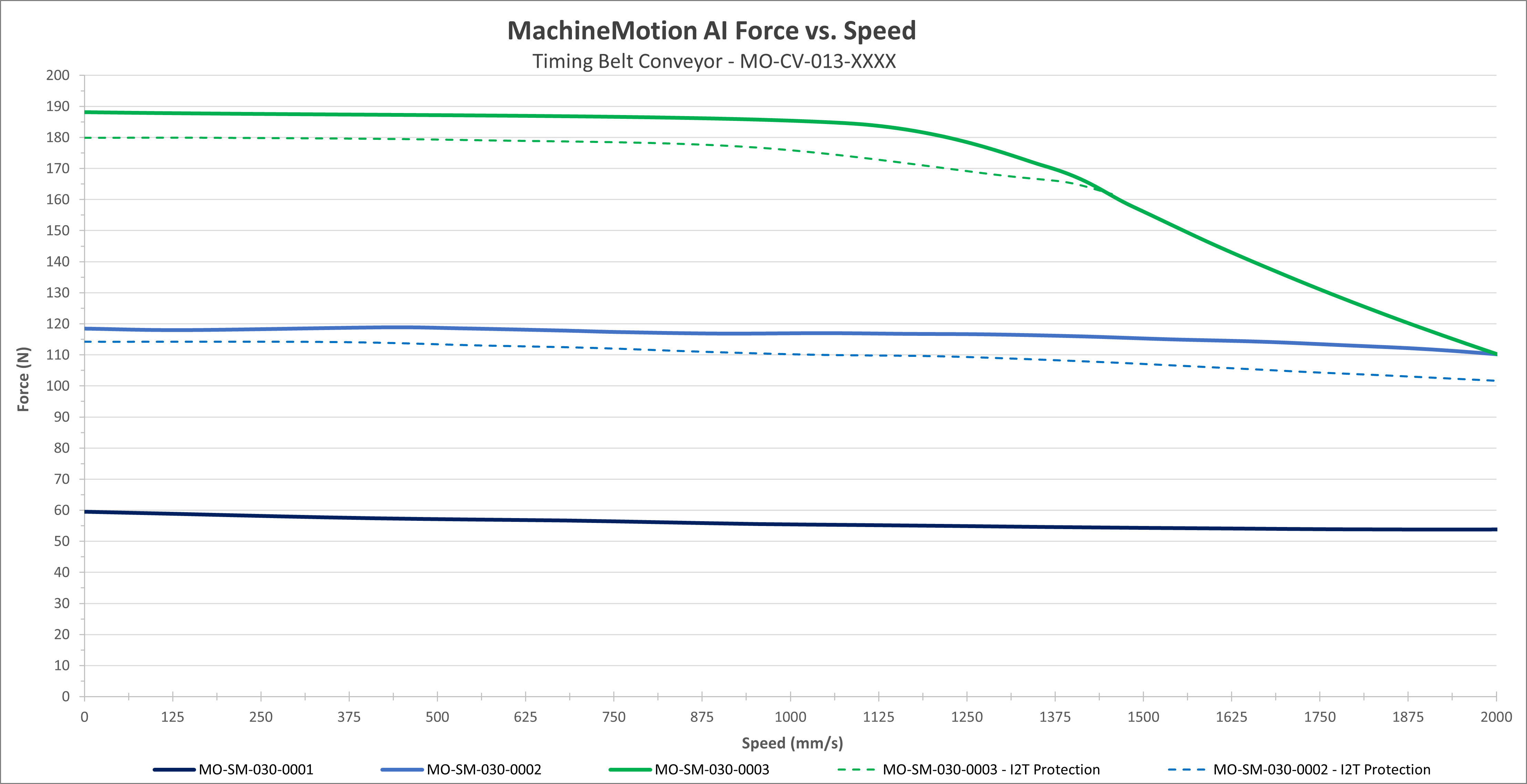
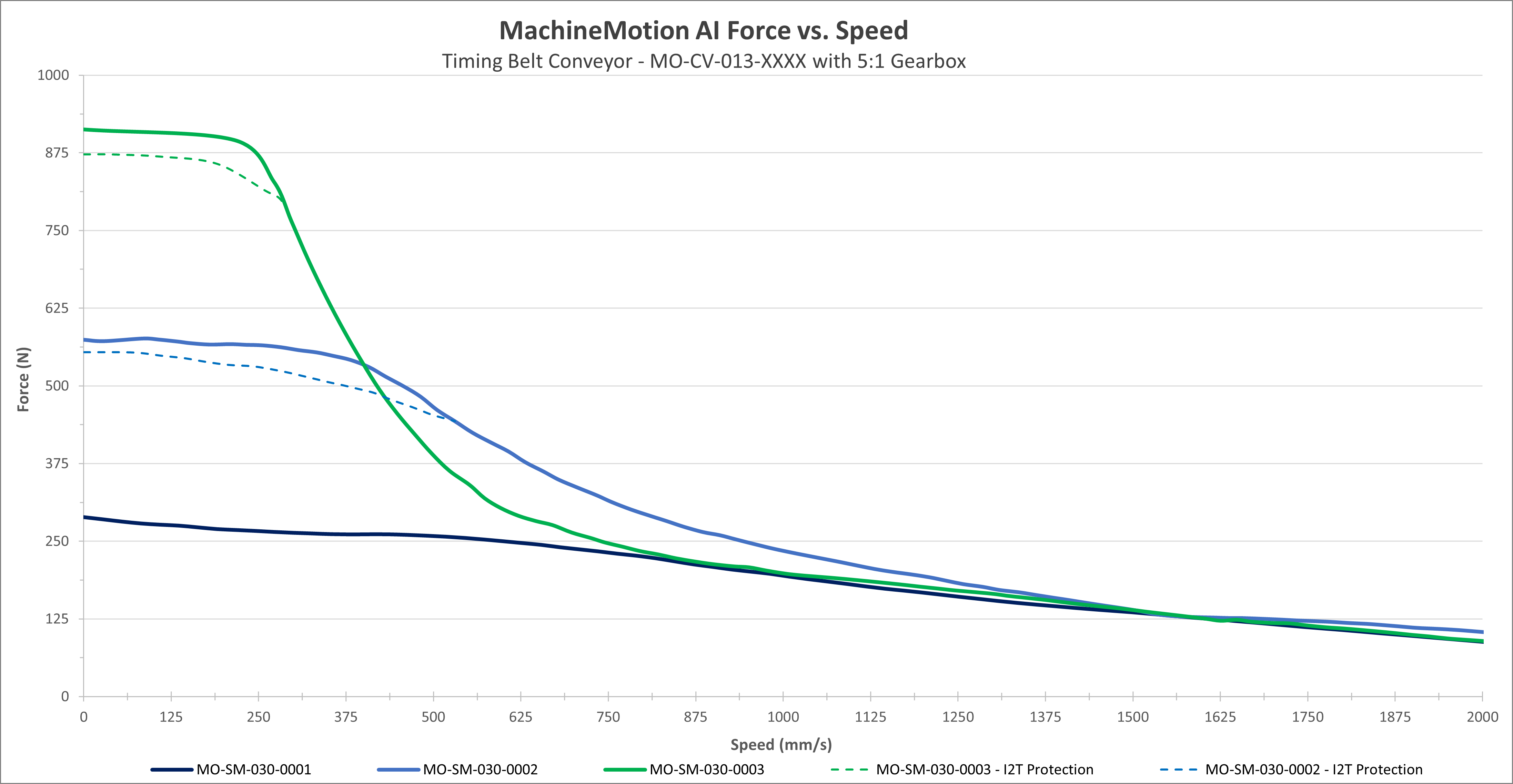
Force vs. Speed
Output force indicates how much weight the actuator can move and how quickly it can accelerate. Once a driving force is calculated, you can then reference the following graph to see which motor curve intersects the driving force and if the sustained speed meets your application requirements.
Notes:
These performance curves are made with our motors and controller at steady state conditions. Using others motors or controllers will have different behavior therefore performance and reliability cannot be guaranteed.
Performance curves represent peak torque and speed values. Actual continuous performance may be lower due to I²T protection in the driver. For applications involving continuous, sustained torque output, contact Vention support for thermal derating guidelines or continuous-duty application advice.
Motors are equipped with an integrated safety mechanism known as I²T protection, which prevents overheating. This function continuously monitors the current drawn by the motor over time. If the motor operates at full load for an extended period (approximately 40–60 seconds), the I²T protection engages and limits the current, thereby reducing the available torque. The dashed lines in the graph illustrate the motor’s performance under these conditions. Once the motor has cooled sufficiently, it automatically returns to normal operating mode.
When two motors are mounted on the same actuator and operated in Cyclic Synchronous Torque (CST) mode, an increase in actuator output force of 1.8× can be expected. This performance gain is only applicable when both motors are synchronized in CST mode. Motors that are synchronized—but not operating in CST mode—do not yield this increase.
Assembly Instruction
Timing belt conveyor actuator comes completely assembled. All you need to do is install your choice of powertrain components, such as brakes, motors, gearbox, and driveshaft couplers if power is being transferred to an unpowered segment.
Notes:
When installing motors and gearbox, apply a small amount of grease to the motor/gearbox shaft so that it is lightly coated. This will reduce the possibility of fretting corrosion occurring during operation, making future removal easier.
Moreover, do not use excessive force (hammering, prying or using screws to “push” the motor/gearbox) to install the motor and gearbox.
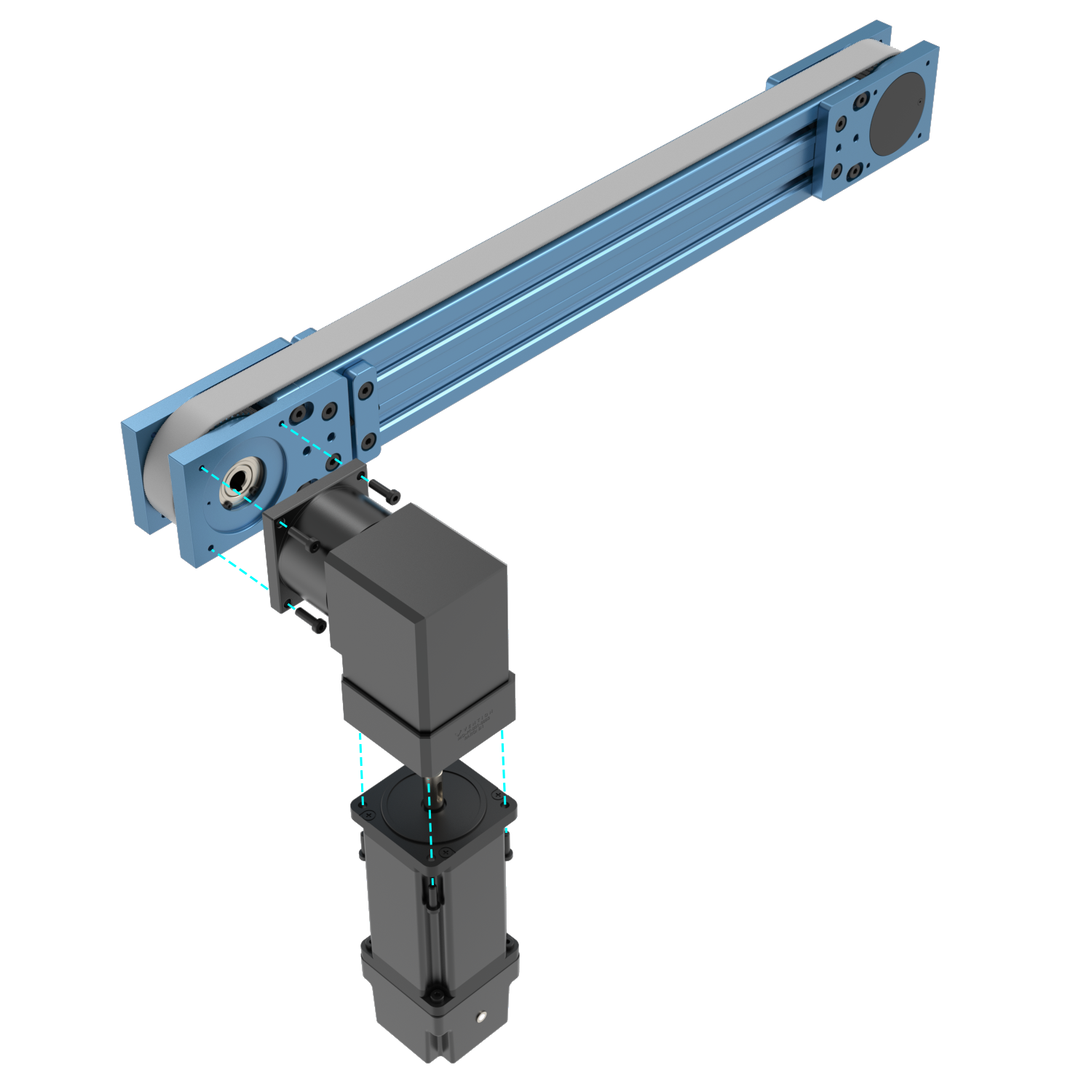
Powered Timing Belt Conveyor
Getting MO-CV-013-XXXX__2 up and running is quite straightforward, it only involves the installation of your desired NEMA 34 stepper motor and/or gearbox to the preferred bearing plate (MO-CV-013-1001). They can be attached with four M6 x 20mm (HW-FN-005-0020) fasteners which are included with the gearbox and motors, see the following picture. Tighten them to 8-10 Nm torque. Also make sure to tighten the clamping collar found on the input side of the gearbox prior to power-up. It can be accessed via the two black plastic caps, as is present on all our gearbox offerings.
Unpowered timing Belt Conveyor
Getting an unpowered segment running requires the use of a pair of driveshaft couplers (MO-PT-005-0000) as well as an appropriate length round extrusion (ST-EXT-008-XXXX) to transfer power from the powered segment to the unpowered segment. Each driveshaft coupler requires 22.5mm of round extrusion to be clamped in it, thus ensuring that the width of the conveyors are modular in 45mm increments. To install the coupler on the round extrusion, simply loosen the clamping screw, seen as the black bolt in the image below, then insert the round extrusion to the appropriate depth, and re-tighten the clamping screw to secure it. It is possible that the shaft may be hard to slide into the coupler, in that case, with the screw loosened, the coupler can be wedged open a little further with a flat head screwdriver pushed into the slit, seen below as the small gap that the screw passes through.
.png)
Some important tips:
• Be sure to perform a driving force calculation to validate how many unpowered segments can be attached to a single powered segment for your application.
• It is recommended that you build a “ladder-frame” style of support structure between timing belt conveyors. Prepare the powered segment with all cross-supports and driveshaft, to easily receive the unpowered segment as seen in the image below.
• The driveshaft couplers can only tolerate a very minute amount of misalignment, so care must be taken to align both actuators so that their inputs and outputs are co-linear. Misalignment will cause noise and accelerated wear to the plastic portion of the coupling.
.png)
Pallet Guiding Accessories
A range of metal pallet/tray accessories are available for these conveyors. These include plastic guides with bearings, a right angle turn plate and side guides. Furthermore, they are designed to work together in conjunction with the full range of Vention modular parts.
Tooling Plate guides (MO-CV-013-0011)
These low friction acetal plastic guides allow the tooling plates to track straight while maintaining appropriate width spacing. The use of an acetal plastic creates a durable wear and friction-reducing surface to prevent metal on metal contact. The provided bearings engage in the corner guide offering smooth direction changes by following a groove cut in the underside. The guides bolt to the threaded holes found on ST-SP-002-0003 and ST-SP-002-0004. A second set can be added to ST-SP-002-0004 if the tooling plate is only used along straight conveyor lines.
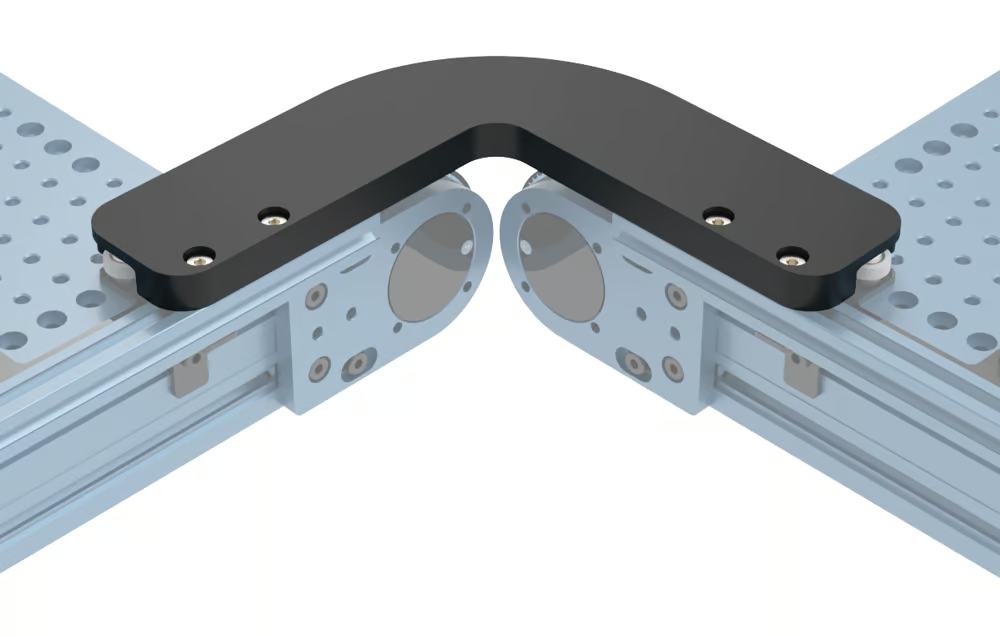
Right-Angle turn (MO-CV-013-0007)
As its name suggests, this HDPE plastic corner guide engages with the bearings of the pallet guides to smoothly change the direction of the pallet. The right-angle guide attaches atop the 22.5mm extrusion through the 4 counterbored holes.
Some important tips:
Tuning of the corner guide’s position along the extrusion is advised to ensure that the arc traveled by the pallet is smooth and does not snag on any 22.5mm extrusion on both sides of the pallet.
In order to complete a right-angle turn, a powered timing belt conveyor must be added 45 degrees to the incoming and outgoing line to smoothly move the pallet along its traveled arc.
This transfer conveyor should be carefully leveled in respect to the incoming and outgoing lines to aid in smooth transition.
22.5mm Extrusion Guide Bracket (MO-CV-013-0008)
To create a guide for the pallets, a 22.5mm extrusion mounted to this bracket can be use. It mounts to the side of the timing belt conveyor (long side) and supports the 22.5mm light-duty extrusion (short side). It is sized in accordance with the pallet and guides to ensure appropriate spacing and clearance.
.jpeg)
As a baseline, we recommend the following minimum number of brackets per timing belt conveyor:
Part Number | Number of Bracket |
|---|---|
MO-CV-013-0315/0585/0855__2 | 2 |
MO-CV-013-1530__2 | 3 |
MO-CV-013-2295__2 | 4 |
Maintenance
The timing belt conveyors are very low-maintenance actuators.
Once monthly:
Check of unusual noises
Check belt tension
Check for belt wear
Clean the belt
To adjust the belt tension:
1. Disassemble the four bolts on both bearing plates with a 5 mm Allen key.
2. Begin tightening the M8 tensioner set screws evenly with a 4 mm Allen key.
3. Pull on the belt in the middle of the span with about 1–2 kg of force. The belt should deflect no more than 10–15 mm. If it deflects much more than this, tighten the M8 set screws evenly.
4. Re-tighten the four bolts on each bearing plate and torque to 10 Nm.